Bonjour,
Quelques remarques:
Sur le fil à soudure (étain):
- Choisir un qui soit fin. (.46mm) ou plus fin: Tu peux mieux contrôler la quantité que tu mets avec un fil très fin, et avoir une soudure élégante.
+ Alliages:
- (63% étain, 37% plomb): Eutectique (Je ne vais pas t'embêter avec la définition, ce module m'a hanté. Grosso modo, c'est celui-là qui fond à la plus basse température).
- Le plus utilisé/standard (60% étain, 40% plomb). Il est bien. La différence entre celui-ci et celui cité plus haut n'est pas vraiment importante au stade de la soudure perso. (moins esthétique, peut-être. Aussi la solidification est différente, mais il faut remarquer. Tu essaies les deux et choisis celui qui te convient).
En ce qui te concerne, pour le moment, Je crois qu'il vaudrait mieux éviter le sans-plomb.
- Certains contiennent de l'argent (2%): Ce n'est pas vraiment important à ce stade.
- Ne prends que du fil qui a du flux à *l'intérieur*. Celà a le bénéfice de nettoyer ta tête de soudure avant de souder un composant. Tout autre fil (qui ne contient pas de flux) est de la daube à jeter. Tu trouveras le mot "flux" sur le rouleau.
En parlant de tête de soudure.. Certains nettoient la tête/panne du fer à l'aide d'une éponge humide: Évite de faire ça. Ça provoque un choc thermique, ta tête sera abîmée, la température diminue et tu devras attendre un peu avant de ressouder, au risque d'avoir une mauvaise soudure à la patte suivante.
Nettoie la tête avec ça, c'est plus pratique.

- Nettoie le fer avant chaque soudure, il y aura de la fumée et c'est bon signe: le flux désoxyde..
- Évite la fumée, elle est toxique.
- Bosse dans un endroit bien aéré.
- Ne souffle *jamais* sur un joint (une soudure) pour la faire durcir plus rapidement. Jamais, jamais, jamais, jamais. *Jamais*. (Again, Je ne vais pas t'embêter avec un cours sur les diagrammes de phases). Laisse le joint durcir à son rythme.
- Ne jamais bouger un composant pendant que la "soudure" durcit. Bien fixer le composant en le soudant, sinon tu auras une mauvaise soudure / craquelures, mauvais contact, etc.
- La soudure se fait en pré-chauffant le pad (le truc en cuivre sur la plaque éléctronique sur lequel la patte se repose dans le cas d'un SMD "surface-mount device" ou composant monté en surface. Si c'est un through-hole, il y aura un trou et du cuivre autour) et la patte (chauffer la patte aussi)
ensuite poser l'étain.
- Ne jamais "mettre" l'étain sur la panne et le "déposer" sur le contact comme une "goutte". Mettre la panne sur le pad, puis mettre le fil au fur et à mesure, tu auras un joli joint qui se forme, reste immobile jusqu'à ce que le pad prenne toute la "quantité" qu'il lui faut, retire la panne, et laisse refroidir.
Le fil contient du flux, si tu le "mets" sur le fil, le flux va désoxyder et s'évaporer, alors qu'il était desiné à desoxyder le pad et le pin/patte du circuit. Tu auras un joint froid.
- Si tu déssoudes à l'air chaud, tu peux utiliser un "masque" autour du circuit intégré que t'essaies de déssouder en utilisant une feuille d'aluminium. Comme ça:
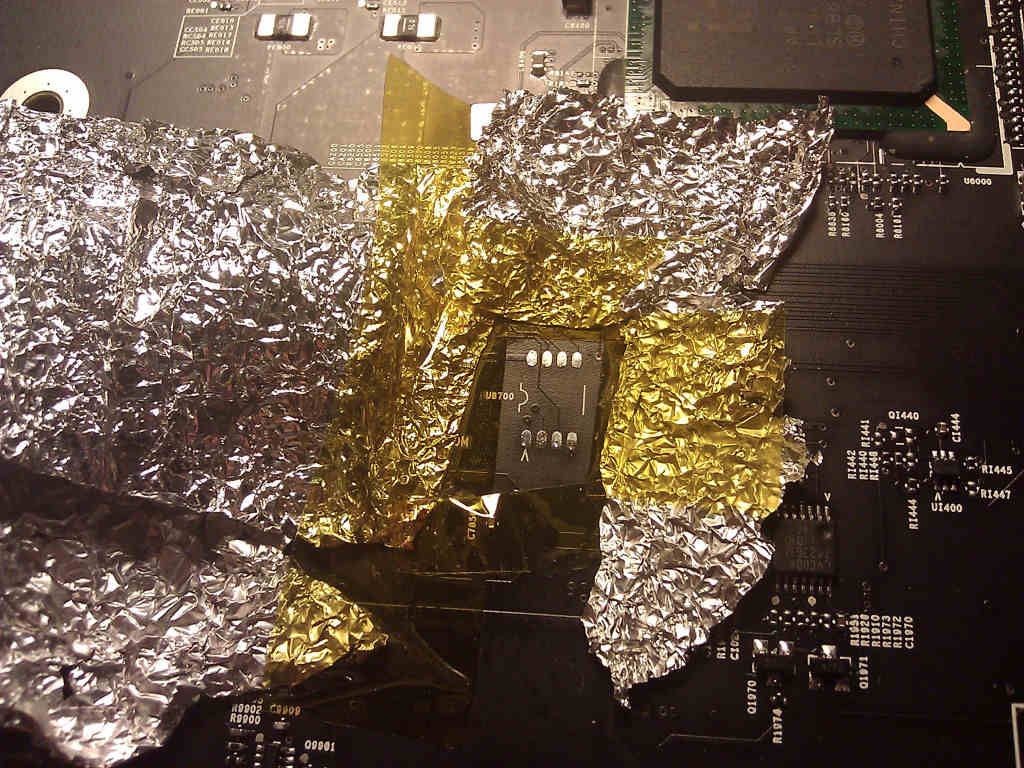
Celà évite aux autres composants de subir l'air chaud (ils n'en ont pas besoin, après tout).
Tu peux aussi acheter du flux et faire passer sur les pattes. Celà permet d'éviter les faux contacts si tu mets trop, et permet à l'étain de mieux se disperser à l'état liquide autour de la patte. T'auras une soudure pro.
Je crois qu'avec juste ces quelques points, tu auras déjà de plus belles soudures.